
ईमेल प्रारूप त्रुटि
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


समाचार
Reasons for Poor Air Tightness of Aluminum Alloy Die Castings(continued)
Reasons for Poor Air Tightness of Aluminum Alloy Die Castings
How to operate
In the die casting process, because some coatings have high volatile points, the nature of gas evolution has a direct impact on casting pores, and the release agent mainly relies on manual spraying, and the dosage mainly depends on experience, too much, if the amount is too large, spraying If the time is too long, it is likely to cause a large amount of gas and steam, coupled with low mold temperature, and the volatile factors are not timely, resulting in large porosity. Therefore, a coating with a low volatile point and a small amount of gas should be selected during the production process. At the same time, the blowing time can be extended to ensure the dynamic mold drying. For molds with complex shell structures, it is necessary to blow dry excess water or oil in the mating surfaces of the injection chamber and punch, the cavity surfaces of the mold, the core-pulling position, and the spout.
Control the machining allowance
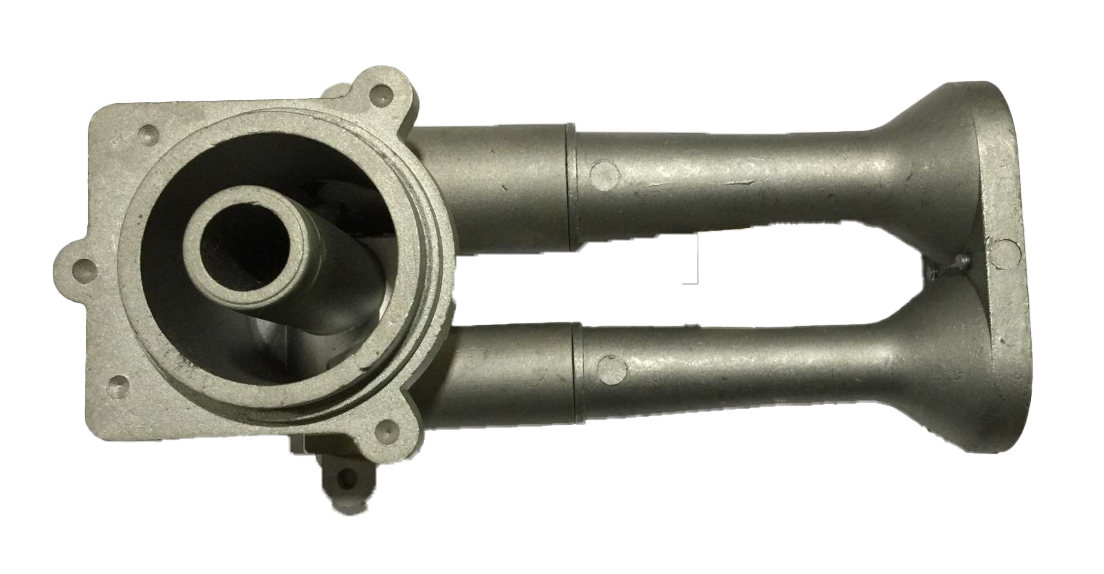
During the die-casting process, the cavity is filled at the fastest speed, so that the molten aluminum rapidly solidifies in the mold to form the product. Therefore, pores in the casting are inevitable due to liquid aluminum entrainment, or shrinkage due to the density difference between solid and liquid (see Figure 4). However, due to rapid solidification, the surface layer of the casting also forms dense fine-grained layers with relatively high mechanical properties. The thickness of the tissue dense layer varies with the production process. In order to ensure the air tightness of the casting, a small machining allowance should be used in the subsequent machining process.
Reasonably add back to charging
Pinhole density is an important factor affecting the air tightness of castings, reflecting the spatial distribution of pinholes. There are many pinholes in the casting due to the combined action of small pores and oxide inclusions in the return charge. Due to the high scrap rate of some castings in the production process, and for the reasons of energy saving and emission reduction, the scraps in actual production are reused in the furnace, and the return flow of the runner is greatly increased, which will also lead to poor air tightness of the castings.
Therefore, in the production of castings that meet the air tightness requirements, the classification, processing and use of the return should be strictly controlled, so that the ratio of the return air volume and the new charge should meet the quality requirements. Otherwise, excessive use of recycling charges in subsequent production will increase the pinholes of the castings, which will not meet the air tightness requirements, and will be detrimental to the quality assurance of the castings.
Choose a reasonable pressure chamber filling level
After selecting the punch diameter and die casting machine, the weight of the liquid metal contained in the pressure chamber also has a certain value, but the weight requirements of the liquid metal in each casting are different. If the volume of metallic liquid injected into the pressure chamber is insufficient (i.e., when the pressure chamber is filled to a lower degree), the gas in the pressure chamber cannot be removed as quickly as possible. Under the high-speed advancement of the injection piston, a disordered flow in a turbulent state is formed, which is easy to contact with gas, resulting in defects such as pores and insufficient pouring. At the same time, due to the existence of too many oxide scales in the pressure chamber, gaskets are easily formed in the casting, thereby reducing the local strength of the casting, and it is easy to leak under the action of the large leakage test pressure. Therefore, selecting a reasonable indoor filling degree can effectively reduce the porosity of the casting, thereby reducing the air leakage rate.
Conclusion
For more information about shield aluminium die castings,automotive parts die casting market,aluminium pressure die casting products, we are glad to answer for you.